De kracht komt van binnen
De kracht komt van binnen. Thermoplastish gevormde delen met minimale deformatie.
Dankzij geavanceerde productietechnologie zijn spiutgietonderdelen veelzijdige en goedkope seriële componenten. Om aan deze eisen te voldoen, worden er hoge eisen gesteld aan de constructie van componenten. Een essentieel basisprincipe zijn lage en vooral gelijkmatige wanddiktes. Dit basisprincipe leid meestal tot complexe geometrieen en wegens componentstabiliteit tot verripping. Probleemgebieden in het spuitgietdeel.
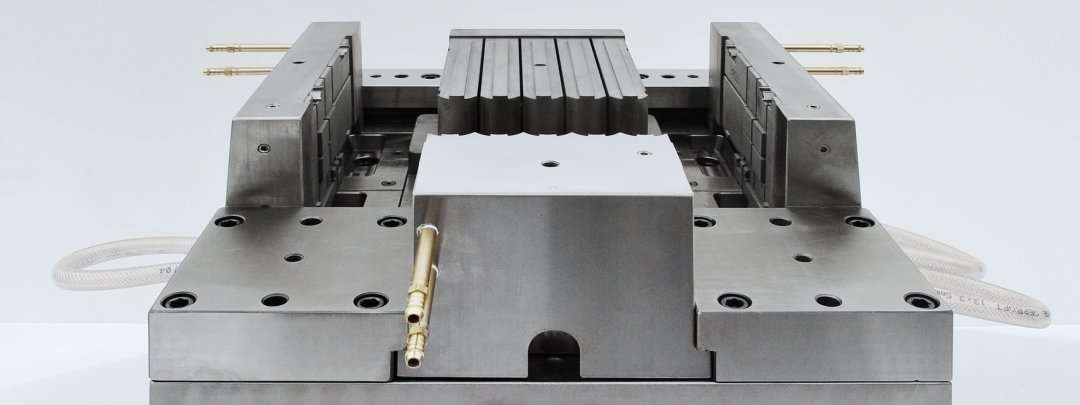
Ontwerpideen mislukken omdat ze onderling verschillende wanddiktes, materiaalophopingen of ribben vereisen. Met dure matrijstechnologie kunnen materiaalophopingen verdrongen worden. Dit verhoogt de complexiteit en de winstgevendheid loont niet langer voor kleine en middelgrote series.
Dit wordt versterkt door de anisotropie in gevulde materialen. De oriëntatie van de vulvezels werkt hierdoor als een versterker bij het vervormingsproces. Dit is sterkt van invloed op de vorm- en plaatstolerantie van het onderdeel.
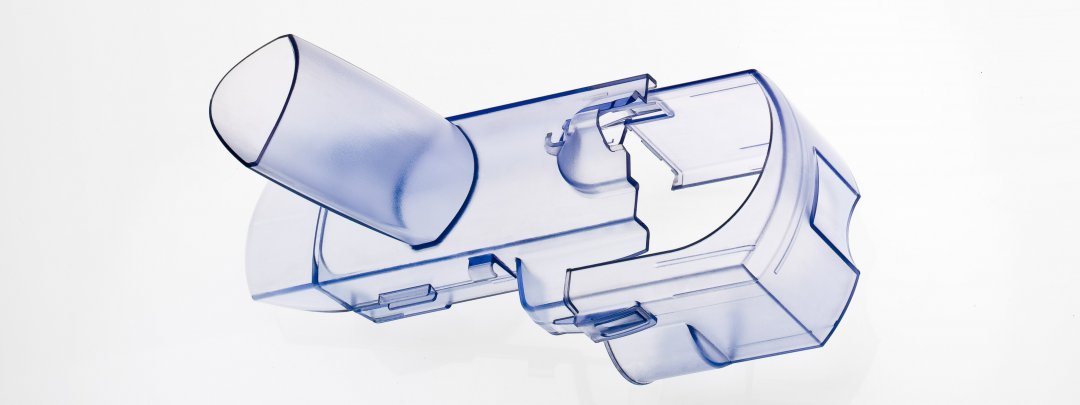
Dit probleem wordt door de TSG-techniek opgelost. De door Thermoplastisch Schuimgieten (TSG) geproduceerde onderdelen laten een verregaand compacte structuur zien, geëxpandeerd door ca. 3 tot 5% drijfmiddel. Hierdoor worden krimpverschillen in het spuitgietdeel gecompenseerd en blijven de speciale eigenschappen van het materiaal behouden. Dat brengt voor de constructie van het onderdeel doorslaggevende voordelen en ontwerpvrijheid.
Productdelen die via TSG-techniek zijn vervaardigd, hebben een verregaand gebalanceerd spanningsveld. De gebruikelijke nadrukfase tijdens het spuitgietproces vervalt en daarmee ook de tot 1000 bar hoge druk, waarbij spanningen in het component veroorzaakt en ingevroren worden. Compensatie van krimp bij TSG vindt homogeen plaats uit de smelt, uit eigen interne kracht en op alle punten gelijk.
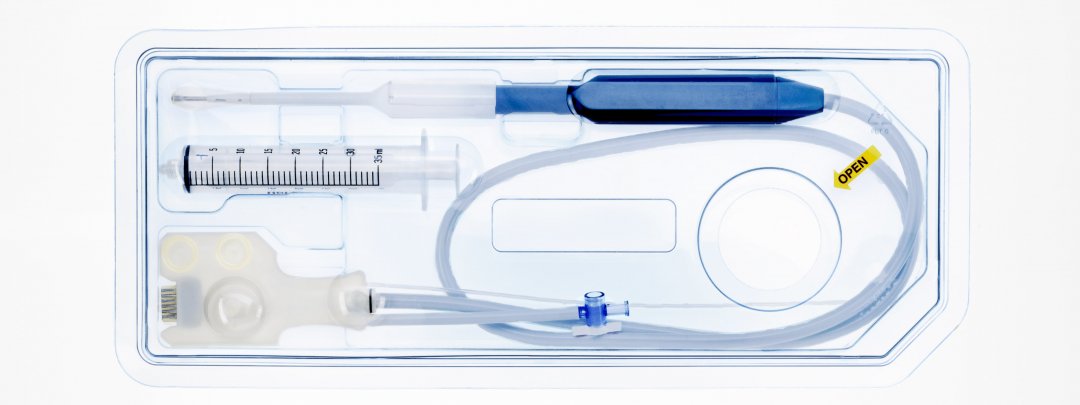
Voor kleine en middelgrote hoeveelheden staat het TSG-proces in totale samenhang, van idee tot aan het functionerende onderdeel, zeer ver voor. Kleine precieze onderdelen in het gewichtsbereik van één gram tot stabiele nauwkeurig passende componenten in het maatbereik van 2000 mm en een gewicht van 20 kg worden vaak zonder alternatief op de markt toegepast. Aan de eisen wordt op functionele wijze voldaan en het TSG-vormdeel toont de benodigde substantie.
Een groter componentvolume verhoogt het gebruik van materialen en cyclustijden, wat tot uiting komt in een hogere prijs voor het onderdeel.
De voordelen van thermoplastisch schuimgegoten componenten in een oogopslag:
- lage vervorming componentgeometrie
- breed scala inzetbare thermoplasten
- ontwerpvrijheid bij constructie componenten
- weinig tot geen zichtbare invalplekken
- uitstekende pasvorm onderlingen componenten
- zeer hoge reproduceerbaarheid
- lage investeringskosten door goedkope matrijzen